
1月 24 2021
丸ベルト溶着方法|溶着工具
丸ベルトの溶着方法 (作業手順)
丸ベルトの接着に使用される丸ベルト溶着機PQ01/6には、接着用のコテ・治具がセットとなっております。この装置は溶着する温度まで熱したコテを使って、熱可塑性ポリウレタンベルト(丸ベルト)の両端を熱で溶かし、断面がずれないように治具にセットした上で わっかの状態にエンドレス溶着する器具となります。(ゴム丸ベルト及びシリコン丸ベルト等 熱に溶けない物性の商品では 使用接着することはできません。)
慣れた人や器用な人などは、ライターやろうそくの直火・カッターの刃や刃物を熱して溶着する方もお見えになりますが、強度不足のためすぐ切れたり溶着部分が曲がりやすかったりしやすいようです。(温度調整が出来ない為に 泡を吹いたり不純物が入ることにより強度不足を起こす事が原因のようです。)

ポリコード丸ベルト
先ずは、使用する丸ベルトを用意いたします。今回はハバジット日本株式会社製品のポリコード丸ベルトを使用して説明いたします。

丸ベルトをカットしたい長さの位置にマーキングを施す。

丸ベルトを希望の長さになるよう計測後 丸ベルトカッターS16/0を使用して直角にカットします。

ニッパーやカッターでも丸ベルトのカットは可能ですが、丸ベルトカッターS16/0を使用する事により直角にカットすることができます。その為 丸ベルト溶着不良の軽減に繋がります。(面と面を合わせて溶着するエンドレス方法の為 溶けだしが少なすぎて面と面が完全に密着しない等の理由により少しでも隙間ができて溶着した場合 見た目は問題なくついていますが、丸ベルトの特徴であります ねじれ方向に使用したりする場合 破断する確率が上がってしまいます。)

名古屋産業有限会社では、丸ベルトを直角にカットする為のカッティング機S16/0を推奨いたします。
丸ベルト溶着工具

丸ベルト溶着機PQ01/6
丸ベルトの準備が完了しましたら丸ベルト溶着機PQ01/6を用意して溶着準備にかかります。丸ベルト溶着機PQ01/6は、熱溶着機W-01と保持金具付きガイドクランプCQ-01で構成されました溶着キットとなります。

丸ベルト溶着機PQ01/6のセットに梱包されております熱溶着機W-01を取り出し電源を入れます。エンドレス加工時には10分以上 加熱してから作業を行います。

溶着機コテW-01(寸法・温度計側)

溶着機コテW-01(寸法掲載)

ガイドクランプCQ-01(治具が開いている状態寸法)

ガイドクランプCQ-01(治具が閉じている状態寸法)

保持金具付きガイドクランプCQ-01(側面寸法)

溶着機予熱している間に保持金具付きガイドクランプCQ-01を準備します。ロックスプリングのノブを加工する丸ベルトの直径に対応する位置に動かします。(Φ5エンドレスする場合には A-Aにセット・Φ8エンドレスする場合には B-Bにセット) これは丸ベルト径に合わせて溶着時の圧力をスプリングにて調整するための機構となります。

丸ベルト溶着機セットPQ01/6とは別売り商品となりますが、この丸ベルト溶着治具F16は小型な商品な為、作業スペースが狭くても加工ができる商品となり現場で一度に数本取付する場合に最適な商品となります。この商品はハバジット日本製の丸ベルト溶着機PQ01/6付属品のガイドクランプCQ-01治具とは異なり自らの圧力にてクランプをする仕様の商品となります。
溶着治具F16 ← メーカーカタログリンクです。

この丸ベルト溶着治具R-8も丸ベルト溶着治具F16同様 別売り商品となりますが、丸ベルト接続の為のクランプ治具で小型な商品な為、作業スペースが狭くても加工ができる商品となります。こちらの商品は F16より商品価格は高いですが、より小さいサイズの金属製の商品となります。

保持金具付きガイドクランプCQ-01を使用しました溶着方法を下記に掲載いたします。丸ベルト固定用ノブを回してガイドを開きます。その後 丸ベルト両端を固定ガイドの側面側から挿入し直径に応じて5mm程度突き出した状態で固定ガイドをロックいたします。(直径が大きい丸ベルトの場合には、溶着量が増えますので突き出し量を若干長くします。)また、丸ベルトセット時には、ねじれなどが無いように固定するよう注意セットします。

治具への丸ベルトのセットが完了しましたら溶着機の温度が上がっているか確認いたします。
溶着温度に関しましてはポリコード丸ベルト・HABIBLUE丸ベルト,透明丸ベルトMXPは270±10℃。帯電防止丸ベルトMXANRは180±10℃。バンコード丸ベルト#480・バンコード丸ベルト#489は240±10℃。スターロープ丸ベルト・スーパースターロープ丸ベルトは230±10℃。ウレタンコードG・ウレタンコードYは220±10℃設定にて溶着を行います。(記載設定温度はあくまでも推奨値となっておりますので、作業時の溶着部の溶け具合を見ながら溶着温度を決めてください。)

丸ベルト熱溶着機W-01(熱プレート)をガイドクランプに固定されました丸ベルト端部の隙間に挿入いたします。

ロック用フックを外し、丸ベルトの端部が熱プレートに押し当てられるように静かにガイド挟みを閉じます。丸ベルト端部に1~2mm程度のバリができるまで待ちます。(バリの量は丸ベルトの直径により変動いたします。径が大きくなるほどバリの量は増やします。)
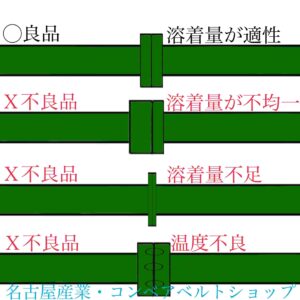
イラストは丸ベルト溶着の成功例と失敗例となります。
良品は丸ベルト溶着面をまっすぐ溶かして2mmほどのバリを作り、溶着量が左右均一となり、ベルトのねじれがなく、溶着部が破断しないこと。
不良品は丸ベルト溶着量が左右で不均一、溶着量が少ない場合は簡単に溶着部が破断したり、温度不良により気泡が入ったりしてしまうと溶着強度が下がってしまいますので 作業時は上記の記載内容を含め、ご確認ください。

ガイド挟みを少し開き熱プレートを抜き取ります。熱プレートを取り外したら素早くガイド挟みを閉じ、溶けた丸ベルト端部を合わせます。(この時、溶着の圧力はロックスプリングによって適度に調整されますが、圧力が強すぎると感じる場合は、一段階下の設定値で作業行います。)その後 ガイド挟みを閉じた状態で丸ベルト溶着部を自然冷却いたします。メーカー推奨値は5分以上となっておりますが、完全に冷えればOKです。

冷却完了後 丸ベルトを溶着治具から取り外します。仕上げに ニッパーで、丸ベルト溶着部のはみだしているバリの箇所を取り除きます。

丸ベルト溶着部を ペーパーサンダー等で研磨仕上げ作業を行います。

研磨作業終了しましたら 作業完了です。

今回説明させて頂きました丸ベルトは、工業用・食品搬送用のほかに レコード修理用等オーディオ関係・衣類乾燥機のドラム回転用・紙幣計測器・卓上旋盤駆動用・接骨院で使用される牽引機等 様々な場所で使用されている丸ベルトとなります。
当社にて ご希望寸法・本数にて溶着エンドレス加工させて頂いた丸ベルトを販売させて頂くことも可能です。(1本から承っております)
ご注文・お見積りご希望のお客様は下記アドレスに、お問い合せ願います。
名古屋産業 問い合わせアドレス info@nagoya.sc


