
2月 11 2021
丸ベルト溶着治具F16(CQ-02/0)|狭いスペースでも溶着可能
ハバジット日本製の丸ベルト溶着機PQ01/6用の治具よりも小型な商品で、作業スペースが狭くても加工ができる丸ベルト溶着治具F16(CQ-02/0)のご紹介となります。

丸ベルト溶着治具F16(正面寸法)

丸ベルト溶着治具F16(CQ-02/0)(側面寸法)
丸ベルト溶着治具F16を使用したエンドレスの説明となります。(溶着機につきましては PQ01/6のコテ使用にて)
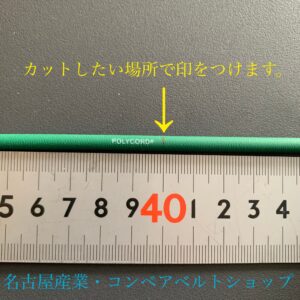
カットしたい長さの位置にマーキングを施す。

カッターS16/0を使用して直角にカットします。

丸ベルト溶着治具上部についている丸ベルト固定用ノブを回してガイドを開きます。その後 丸ベルト両端を固定ガイドの側面側から挿入し直径に応じて5mm程度突き出した状態で固定ガイドをロックいたします。(直径が大きい丸ベルトの場合には、溶着量が増えますので突き出し量を若干長くします。)また、丸ベルトセット時には、ねじれなどが無いように固定するよう注意セットします。

丸ベルト溶着治具の横についているノブボルトを調整して 溶着機コテが入るように隙間を調整します。溶着機コテの温度が丸ベルト設定温度に達しましたら溶着機コテをF16に挿入します。
溶着温度に関しましてはポリコード丸ベルト・HABIBLUE丸ベルト,透明丸ベルトMXPは270±10℃。帯電防止丸ベルトMXANRは180±10℃。バンコード丸ベルト#480・バンコード丸ベルト#489は240±10℃。スターロープ丸ベルト・スーパースターロープ丸ベルトは230±10℃。ウレタンコードG・ウレタンコードYは220±10℃設定にて溶着を行います。(記載設定温度はあくまでも推奨値となっておりますので、作業時の溶着部の溶け具合を見ながら溶着温度を決めてください。)

治具を両方から挟み込みバリが1~2mm程度のバリが出るまで圧力をかけながら溶かします。PQ01/6用の溶着治具の場合 丸ベルト溶着圧力はロックスプリングによって調整されますが、F16の場合ご自身で圧力調整をかけながら溶かしこむ方式となります。

丸ベルト端面が溶けましたら ガイド挟みを少し開き熱プレートを抜き取り外します。その後 素早くガイド挟みを閉じ、溶けた丸ベルト端部を合わせノブボルトを回して治具を固定します。

ガイド挟みを閉じた状態で丸ベルト溶着部を自然冷却いたします。メーカー推奨値は5分以上となっておりますが、完全に冷えればOKです。

丸ベルト冷却完了後 溶着治具から取り外します。

仕上げに ニッパーで、丸ベルト溶着部のはみだしているバリの箇所を取り除きます。

ペーパーサンダー等で研磨作業しましたら 作業完了です。

今回ご紹介させて頂きましたF16は、熱可塑性ポリウレタン丸ベルトΦ2~Φ15・熱可塑性ウレタンVベルトを短時間にて溶着エンドレス 加工(接着接続加工)する装置の治具となります。ローラーコンベヤ等の駆動用途や搬送用途での丸ベルトを現場にて溶着・交換する際に最適な治具となります。溶着治具F16 ← メーカーカタログリンクです。
当社にて ご希望寸法・本数にて溶着エンドレス加工させて頂いた丸ベルトを販売させて頂くことも可能です。(1本から承っております)
ご注文・お見積りご希望のお客様は下記アドレスに、お問い合せ願います。
名古屋産業 問い合わせアドレス info@nagoya.sc


