
6月 02 2023
コンベアベルト 型番・寸法・特殊仕様の確認
コンベアベルトの手配時における各メーカーのベルト型番・寸法・特殊仕様(蛇行防止ガイド・サイドシール)の確認方法の紹介となります。
ベルトコンベア本体フレームなどに貼られているラベルシールには、ベルトの型番(品名:ベルトタイプ)・ベルトの寸法(幅mmx長さmm)が記載されています。
ベルトメーカー 発行シール(ラベル)

ハバジット日本株式会社 シール

ニッタ株式会社 シール

ポバール興業株式会社 シール

アメガジャパン株式会社 シール

コンベアベルトショップ シール
フォルボ・ジークリング・ジャパン株式会社・三ツ星ベルト株式会社・バンドー化学株式会社につきましても同様のシールにてベルトの型番・寸法が確認可能となります。当社のシール(コンベアベルトショップシール)につきましては、QRコードが印刷されておりますので、スマホのカメラ機能にて当社ホームページに簡単にアクセスができ、Nから始まる番号を基にお見積回答が可能となります。
※シールやラベルに特殊仕様(蛇行防止ガイド・サイドシール)の有無の記載がない場合は、使用中の搬送ベルトにて詳細仕様の確認を行います。
ベルト型番シールが見当たらない場合(型番・寸法不明な場合)
ベルト型番シールはベルト取付時に機械本体フレームに貼ることが基本ですが、シールやラベルが見当たらない場合につきましては、下記写真の様にベルト裏側を見るとベルト型番・寸法が刻印されている場合があります。※記載が無い場合・摩耗して読みとれない場合・現地エンドレス加工にて取り付けた場合など寸法が違う場合がございます。

FAB-3EIWH+H15 400x2310E
ベルト型番シールやベルト本体に刻印がない場合につきましては、ベルトの色・ベルトの厚み・ベルト幅・1周のベルト長さ・エンドレス方法・蛇行防止ガイドの有無・搬送用途など詳細のご指示を頂きましたら相当品にて御見積回答をさせていただきます。また、当社ブログにて型式・寸法不明の場合のコンベアベルト寸法測定・ベルト選定手順をご紹介しておりますので、ご参照をお願い致します。→コンベアベルト寸法測定・ベルト選定手順(可能であればコンベアからベルトを外さず、テンションをかけた状態で測定することを推奨しております。)
ベルト継ぎ手・エンドレス加工確認方法
ベルト寸法の語尾にあるアルファベットは、ベルトの継ぎ手方法(エンドレス加工方法)を表します。(メーカーによって異なります。)エンドレス加工方法によっては、ベルト交換時に機械を分解・機械が溶接などで分解できない場合はベルトエンドレス業者にて現地エンドレス加工が必要となります。

エンドレス方法
カット(C)
ベルトが切りっぱなしの事を指します。何も加工していない状態です。(1周繋がっておりません。)切りっぱなしの状態から加工し現地エンドレス施工・ベルトコンベアのスカート材・ベルトを部品に貼り付けることで、荷こぼれ防止ガイド・ベルト表面の特性を活かしたクッション材・すべり用途など様々な業種にて使用可能な加工方法となります。
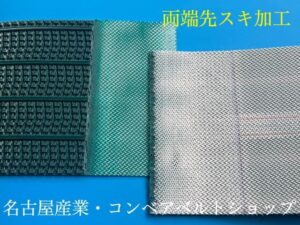
両端先スキ加工(B・Rなど)
ベルト両端を接着する前の加工した状態なります。(1周繋がっておりません。)両端先スキ加工にてベルトを製作することで機械を分解することなくコンベア本体にベルトを通すことができ、接着剤を塗りエンドレス施工が可能となります。エンドレス施工とは、冷間接着(プレスを入れない加工方法)や熱加圧プレスによる接着作業の事を指します。接着手順ブログ
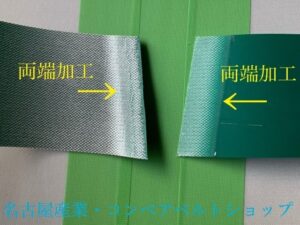
両端先スキ加工
両端先スキ加工
エンドレス仕上(E・ラップエンドレス・EF・フィンガーエンドレス)
エンドレス仕上とは、ベルトが1周繋がった状態のことを表します(輪っかの状態)。ベルトが繋がった状態での納品の為、お客様にて機械やコンベアを分解することでベルト交換作業が可能となります。※機械分解時には元に戻す作業が必要な為、ケガキ(部品の元位置の印)が必要となります。

機械を分解(マキテック(ミニコン) ベルト交換ブログ)
エンドレス仕上とは大きくフィンガーエンドレス(EF)・ラップエンドレス(ラップE)の2種類の継ぎ手加工方法となります。見分け方としてベルト繋ぎ目がギザギザしている場合はフィンガーエンドレス。ベルト繋ぎ目がギザギザしていない場合はラップエンドレスとなります。(ベルトタイプにより異なりますが、ベルト裏面から見るとわかりやすいと思います。)
フィンガーエンドレス
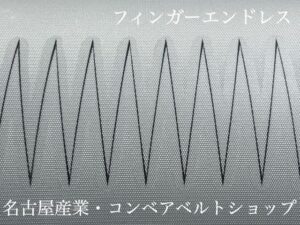
フィンガーエンドレス仕上(ベルト裏面の写真)
フィンガーエンドレスとは、標準継ぎ手の一つで、軽負荷でベルトの厚み精度が要求される場面に効果があります。フィンガーエンドレスはギザギザした部分を隙間なく突き合わせ熱加圧プレス(接着剤不要)にてエンドレスを行います。ラップエンドレスに比べると屈曲性に優れている為、小径プーリ・ナイフエッジを使用される搬送コンベアに適しています。ベルト耳部(サイド)が擦れる場合や、温度が高い場合には不向きとなります。
ラップエンドレス
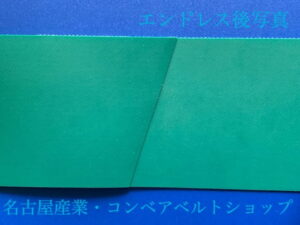
ラップエンドレス仕上(表面からの写真)
ラップエンドレスとは両端先スキ加工した後に接着剤を塗布し、熱加圧プレスにてエンドレスを行います。フィンガーエンドレスに比べると耐熱性・耐湿熱性に優れたエンドレス方法となりますが、フィンガーエンドレスに比べると対応可能プーリ径が少し大きくなる場合があります。各メーカーで名称が違い、オーバーラップエンドレス、スカイバーエンドレス、サーモフィックスジョイント、スカイバ継手など様々な呼び方があります。
レーシング加工(Lなど)
レーシング加工は樹脂レーシング加工(メカファースト)・金属レーシング加工の2種類ございます。2種類の違いは、レーシング(金具)の材質が樹脂 又は 金属の違いとなります。レーシング加工の利点として、機械やフレームを分解することなく、ベルトのテンションを緩め、左右のフックを重ね合わせてレーシングピンを差し込むことで完成するエンドレス方法となります。熱加圧式エンドレスと比べると強度は弱いですが・未経験の場合でも簡単に取付交換可能・製造、生産ラインの停止時間の短縮・エンドレス施工業者の手配不要など利点が多い加工方法となります。突然のベルト破断時など突発対応ができるため予備ベルトの加工方法としても重宝されています。
-300x225.jpeg)
樹脂レーシング加工は1プライ以上のポリエステル芯体のベルトに利用可能で、樹脂製の専用継手織布部分をベルトの中間層に挟み込み溶着 又は 裏面に溶着して取り付けを行い、留めピン(レーシングピン)をメカファーストレーシングの中央に挿入する事でジョイントするエンドレス方法となります。当加工方法は樹脂材料の為、低騒音・搬送物やプーリに傷をつけにくい利点を持ち合わせています。プーリー径の小さなコンベヤでも中・長期間にわたって使用可能な加工方法となります(メーカーにて製作)。各メーカーによって異なりますが樹脂レーシングの中には、標準タイプ・カバータイプ・フルカバータイプ・縫製タイプなど様々な加工方法があります。

金属レーシング(アンカーレーシング)
金属レーシングはゴムベルトや厚みのある樹脂ベルトに使用でき、樹脂レーシングに比べ強度の高い利点があります。一般的に突発的なベルトの破断に緊急対応として使用されるレーシングタイプとなります。上記写真はアンカーレーシングとなりますが、クリッパーレーシングが標準加工方法となります。※選定基準につきましては搬送物・プーリ径等の仕様にて判断いたします。
特殊仕様(蛇行防止ガイド・横桟ガイド・サイドシール等)の確認方法
特殊仕様とは、ベルト裏側についている蛇行防止ガイド(Vガイド:桟)・ベルト上側についている横桟(荷こぼれ防止ガイド)・異物混入対策のサイドシール加工など様々な加工方法があります。
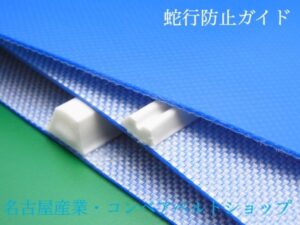
●蛇行防止ガイドとは
◎蛇行防止ガイド・Vガイド・桟(サン)・プロファイル・縦サン等の名称で親しまれています。
◎蛇行防止ガイドとはベルト裏面に、V型・M型形状のポリウレタン・PVC材質の桟をベルト進行方向(縦)に取付ることによりベルト走行時の蛇行を抑える事ができ、ベルト側面(端部)の擦れや摩耗による異物混入対策、ベルトの破れ対策にも効果的です。
◎蛇行防止ガイドは、最小プーリ径やローラー・搬送面(ベット面)の溝に合う大きさ(上幅x高さx下幅)に沿って選定する必要があります。※蛇行防止ガイドが溝から乗り上げたり・溝に対してサイズが合っていない場合はベルトが蛇行する可能性があります。

蛇行防止ガイドの有無確認・サイズ・取付位置について
○蛇行防止ガイドの有無につきましては、ベルトの裏側に上記写真の様な桟材料が取付されているかを目視にて確認できます。
○Vガイドサイズは、各ベルトメーカーにより若干寸法が違う場合がありますので、色・上幅x高さx下幅・形状の確認が必要となります。
○蛇行防止ガイド取付位置は、一般的にベルト裏面センター(中央)に1列の取付を行います。
※稀に・取付位置がオフセット(中心ではない)している場合やVガイドが2列取付されている可能もあります。
●横桟ガイドとは
◎下記写真の様な横桟ガイドを樹脂ベルト・タイミングベルトの搬送面(上面)に取り付けることで、傾斜搬送で問題となる、荷こぼれ・荷滑り対策に効果のある加工方法となります。
◎横桟ガイドは、荷こぼれ防止対策だけでなく、安定した製品投入・整列搬送を可能とします。

横桟ガイド
横桟ガイドのサイズ・種類・取付位置について
○横桟ガイドのサイズ・種類につきましては、お客様のご希望寸法やコンベア形状を基に選定いたします。「横桟ガイド(成型桟)」
○横桟ガイドは、基本的にベルト材質と同じ材質にて選定します。
○横桟ガイドは、押し出し成型桟・ベルト折り曲げ桟の約2種類のどちらかにて取付を行います。
○取付位置につきましては、横桟の幅・列数・取付ピッチなど様々な寸法の確認が必要となります。

横桟搬送(ベルト折り曲げ桟)
●サイドシール加工とは
○サイドシール加工の有無については、下記写真の様に裏面からベルト側面(端部)のサイドシール加工の確認ができます。
○サイドシール加工を施すことで、蛇行が原因により発生するベルト本体の耳ほつれを抑えることができます。
○異物混入対策だけでなく、水や油の浸透を抑えることができ、ベルトの長寿命化対策にも役立ちます。
○当加工方法は、主に食品工場などで使用されることが多く、食肉・水産加工等の製造ラインにおける頻繁な洗浄作業による水分の浸透を防ぎ、層間剥離によるベルトの劣化も低減できます。
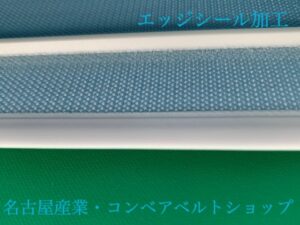
サイドシール加工
サイドシール加工の名称や種類について
○エッジシール加工 ○スマートシール加工 ○プロテクトシール加工 ○耳シール加工 ○Premium(プレミアム)シール加工
○プロシール加工 ○ホツレーヌ加工 など、各メーカーによって名称や加工方法が異なります。
※ベルトタイプによっては、サイドシール加工ができない場合もございますのでご希望の際はお問い合わせをお願い致します。
ご注文・お見積りご希望のお客様は下記アドレスに、お問い合せ願います。
名古屋産業 問い合わせアドレス info@nagoya.sc


